Table of Contents
ToggleFabricating process for Workshop Equipment Isolation Fence
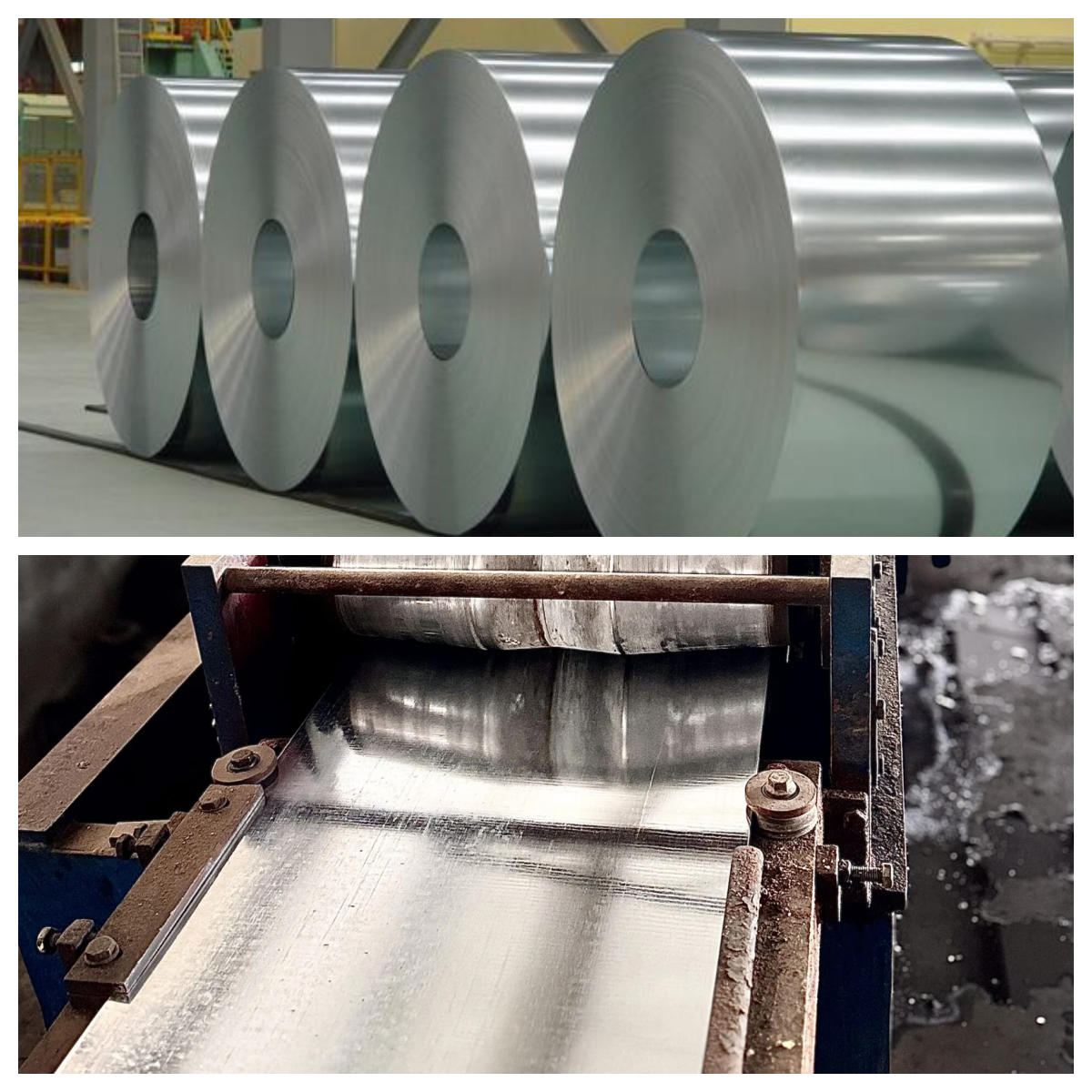
Making cold drawn steel wires
Cold Drawn Steel Wire is the essential starting point in the fabrication of high-performance wire mesh fencing. Manufactured by pulling hot rolled steel wire rods through precision dies at room temperature, this process significantly enhances the wire’s tensile strength, dimensional accuracy, and surface finish.
Steel wire standards used in Workshop Equipment Security Fence
Workshop equipment security fences rely on high-strength steel wire produced under strict international standards. For wire itself, ASTM F2453 / A1064 (U.S.), EN 10223-7 (EU), and BS 1722(UK) are most common. For coatings, ASTM A641 and EN 10244-2 ensure corrosion resistance before fabrication, while ASTM A123 and EN ISO 1461 apply to hot-dip galvanizing after fabrication.
Welding steel wires
After producing high-strength Cold Drawn Steel Wire, the next critical stage in wire mesh fence manufacturing is Welding Wire Mesh. This step involves accurately positioning longitudinal and transverse wires, then fusing them at their intersections using automated resistance welding machines. The result is a rigid, uniform mesh grid with consistent spacing and excellent strength.
Welding steel wires standards
Welding steel tubing fences and railings must follow internationally recognized standards to ensure safety, strength, and long-term performance. In the ASTM system, the key references are ASTM A500 (structural tubing), ASTM A513 (ERW tubing), AWS D1.1 / D1.3 (welding codes), and ASTM F2408 / F2453 (ornamental fence requirements). For European EN standards, manufacturers rely on EN 10219 (cold-formed welded sections), EN 1090-2 (execution of steel structures), and welding qualifications under EN ISO 15614 and EN ISO 9606. In the British Standards (BS) framework, the relevant codes include BS EN 10210 / 10219 (structural hollow sections), BS 4872 (welder approval), and BS EN ISO 5817 (weld quality). Meanwhile, the Australian/New Zealand standards (AS/NZS) adopt AS/NZS 1163 (structural hollow sections), AS/NZS 1554.1 (welding of steel structures), and AS/NZS 5131 (fabrication and erection of steel structures).
By adhering to these standards — ASTM A500, A513, F2408, F2453, AWS D1.1/D1.3; EN 10219, 1090-2, ISO 15614, ISO 9606; BS 10210, 10219, 4872, ISO 5817; and AS/NZS 1163, 1554.1, 5131 — welded steel tubing fences and railings achieve consistent quality, high structural integrity, and global compliance.
Making fence post
The third step in wire mesh fence production is Forming the Fence Post, specifically shaping steel banding into a Peach-Shaped Fence Post. This process begins with high-quality galvanized or cold rolled steel strips, which are precision folded and pressed through custom-designed molds to create the signature “peach” profile — named for its rounded, ribbed sides and flat back.
Fence post standards
The use of Q195/Q235 steel processed through cold roll forming ensures excellent structural precision and mechanical performance. Compliance with GB/T 3091 (China), EN 10219 (Europe), ASTM A500 (United States), and AS/NZS 1163 (Australia/New Zealand) guarantees that the product meets rigorous international standards for strength, dimensional accuracy, and weldability. This multi-standard conformity enables broad applicability in global markets, providing confidence in quality, safety, and long-term durability across diverse construction and engineering projects.
Galvanizing
Once the wire mesh panels are welded and the peach-shaped fence posts are formed, the next crucial step is Galvanizing after fabrication. This process involves coating both the fence panels and posts with a protective layer of zinc.
Galvanizing standards
The use of Q195/Q235 steel processed through cold roll forming ensures excellent structural precision and mechanical performance. Compliance with GB/T 3091 (China), EN 10219 (Europe), ASTM A500 (United States), and AS/NZS 1163 (Australia/New Zealand) guarantees that the product meets rigorous international standards for strength, dimensional accuracy, and weldability. This multi-standard conformity enables broad applicability in global markets, providing confidence in quality, safety, and long-term durability across diverse construction and engineering projects.

Powder spraying
After galvanizing, the final surface treatment step is Powder Coating—also known as Powder Spraying. This process involves electrostatically applying a dry powder onto the galvanized surface of fence panels and posts, then curing it in a high-temperature oven to form a smooth, durable, and weather-resistant finish.
Powder spraying standards
The coating system meets stringent international quality and durability standards. With a standard thickness of ≥ 60 μm and an optional high-protection range of 80–120 μm, it ensures robust corrosion resistance. Adhesion performance complies with ISO 2409 (Classification 0–1) with no flaking, while impact resistance meets ISO 6272 at ≥ 2.5 Joules. Salt spray testing in accordance with ISO 9227 and ASTM B117 achieves ≥ 500–1000 hours, confirming exceptional resistance to harsh environments. Together, these results guarantee long-term protection, structural integrity, and suitability for demanding industrial, marine, and outdoor applications.

Making cold drawn steel wires
The Equipment Safety Isolation Fence is specifically designed for industrial equipment protection, aiming to safeguard personnel, machinery, and production lines. The fence system is composed of H-shaped steel posts and panels, offering a lightweight yet robust structure that can be flexibly assembled into customized safety solutions. Its uniquely engineered connectors ensure a secure and precise connection between … read more.
CONTACT US
WhatsApp: +86 138 1087 4664 Email: info@ChinaFenceMaker.com




